HOME > ボルト・ナット 圧入・溶接
ボルト・ナットの圧入・溶接は板厚の薄い板金部品にボルトやナットを溶接し、ねじ山を追加する工程です。弊社では、JISの規格品はもとより、多数のボルト・ナットを常備しておりますので、板金の後工程も併せてご相談ください。
規格品で合わない場合は、弊社の機械加工設備で図面の内容に合わせた仕様にしますので、短納期での対応が可能です。
また、圧入、溶接だけでなく、バーリング加工でも対応しております。

収納棚

ボルト

ナット
加工対応方法一覧
| 種類 | 加工方法 | ねじの種類 | 母材の材質 | 長所 | ||
|---|---|---|---|---|---|---|
| 鉄 | SUS | アルミ | ||||
| バーリング | バーリング加工 | メスねじ | ○ | △ | × | 購入品がなく安価 |
| スタッド | スタッド溶接 | 高さのあるオスねじ、メスねじ | ○ | ○ | × | コストが安く量産におすすめ |
| ウェルドナット | 溶接 | メスねじ | ○ | ○ | × | 比較的安価(溶接跡が残る) |
| セルスペーサー | 圧入 | 高さのあるメスねじ | △ | △ | ○ | アルミやバーリング加工できない製品におすすめ |
| セルスタッド | 圧入 | 高さのあるオスねじ | △ | △ | ○ | アルミやバーリング加工できない製品におすすめ |
| クリンチングナット | 圧入 | メスねじ | △ | △ | ○ | アルミやバーリング加工できない製品におすすめ |
| ボス、支柱 | 溶接(ボス、支柱) | 規格にないメスねじ | ○ | ○ | ○ | コストはあがるが、必要なサイズ数量を加工ができる |
加工方法詳細
バーリング加工
| 加工方法 | 板に成型加工をして直接メスねじを切りる方法。ネジ山不足となる板厚を成型加工により補うことが可能 |
|---|---|
| 推奨材料 | SPCC、(SUS) |
| 対応サイズ | メスねじ:M3~M6 |
| 利点 | 購入部品がいらないので一番安価 |
| 欠点 | オスねじ不可。アルミは素材が柔らかく不向き |
| コメント | 弊社では、成型加工後にタップ加工を自動運転で加工出来ますので、加工漏れもなく非常に得意としております。 |

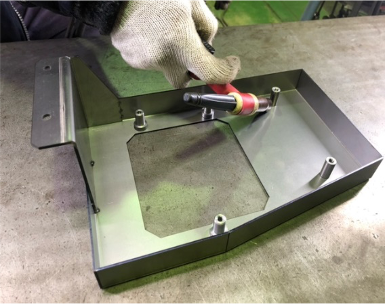
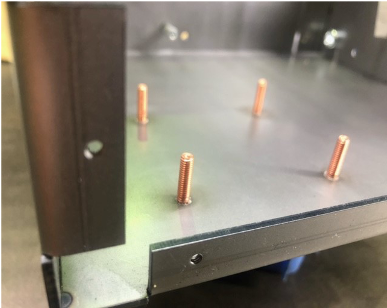
スタッド溶接
| 加工方法 | 専用のスタッドガンを使用して瞬時に溶接します。長さは規格サイズとなります。 |
|---|---|
| 推奨材料 | SPCC、SUS |
| 対応サイズ | オスねじ:M3~M8(長さ:規格サイズ) メスねじ:M3~M5(長さ:規格サイズ) |
| 利点 | 作業性が良く安価 |
| 欠点 | アルミ材不可。メスねじは止まりのみ |
| コメント | 弊社では、各大きさの各サイズを豊富に在庫しております。 外れ防止に点付け溶接も希望によりご対応致します。 |

溶接
| 加工方法 | 通常はスポット溶接機を使用して溶接を行いますが、条件が悪く取れやすいので、点付け溶接での補強をお勧めします。 |
|---|---|
| 推奨材料 | SPCC、SUS |
| 対応サイズ | メスねじ:M4~M12 |
| 利点 | ナットにパイロットが付いており位置決めが簡単 |
| 欠点 | アルミ材不可 |
| コメント | 弊社では、各サイズを豊富に在庫しております。 外れ防止に点付け溶接も希望によりご対応致します。 |
圧入
| 加工方法 | プレス機による圧入方法。溶接の出来ないアルミが主体。 |
|---|---|
| 推奨材料 | AL、(SPCC、SUS) |
| 対応サイズ | メスねじ:M2~M8 |
| 利点 | アルミ板にメスねじをするなら定番 |
| 欠点 | アルミ材が主体 |
| コメント | 弊社では、各サイズを豊富に在庫しております。 |

溶接(ボス、支柱)
| 加工方法 | 製作したメスねじを手溶接する方法。溶接は、TIG及びMIG溶接となります。 |
|---|---|
| 推奨材料 | SPCC、SUS、(AL) |
| 対応サイズ | 高さのあるメスねじ:希望サイズ |
| 利点 | 製作可能であればあらゆるサイズにご対応可能 |
| 欠点 | 製作しますので規格サイズよりコストが掛かります。 |
| コメント | 1本よりご対応が可能です。 |